One procedure that has been around for a while and is still helpful today is welding. There are numerous kinds of welds, and the type of job frequently determines manufacturers’ choice. Tack welding is one essential kind of welding.
Tack welding produces minor, temporary welds that hold pieces together until final welding is completed. Tack welding eliminates the need for fixtures to keep pieces together to achieve a final weld.

Which kinds of welding processes are there? Does this welding have any benefits or drawbacks? This comprehensive article provides answers to all these questions and many more questions you might have regarding tack welding.
What Is Tack Welding?
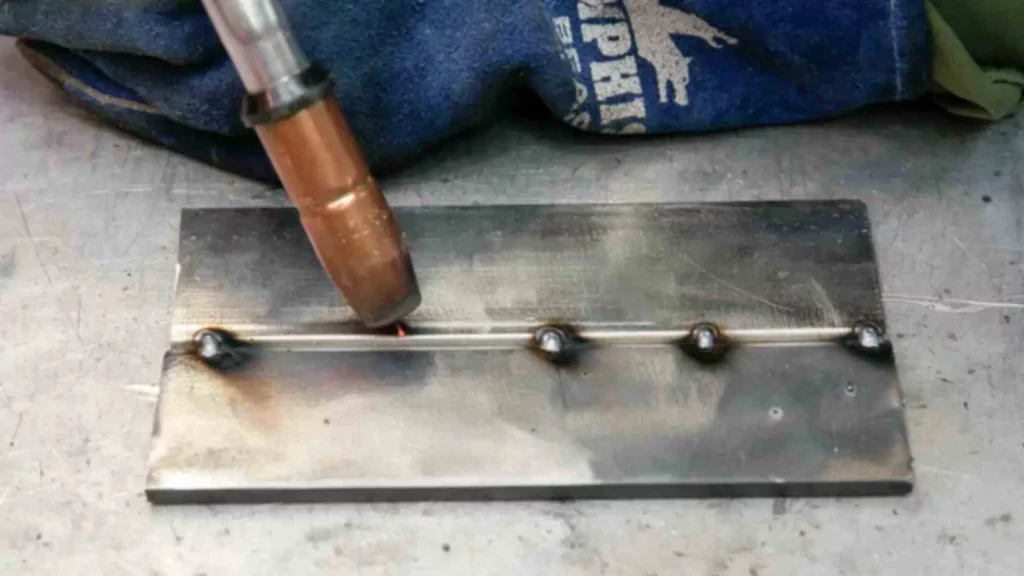
Tack welding is a pre-welding method that involves placing tiny weld beads along the length of the workpiece. Tack welding’s major purpose is to align the connecting components for the final welding process. It makes welding easier by keeping workpieces from shifting during the final welding process. Tack welding maintains design alignments and sheet bonding distances until the final welding process.
It eliminates the need for fixtures and clamps and is suited for low-volume industrial manufacturing. During the heating and cooling stages of the welding process, internal tensions are created in sheet metals. Tack welds can carry the internal stress created as metal expands and contracts in the final weld; they protect joint geometry.
Tack Welding Procedure

The tack welding technique will vary depending on the work and the materials being welded, but here are some standard measures to take:
- Gather your materials: Before performing tack welding, be sure the materials are clean and free of impurities that hamper welding. A wire brush or grinder can remove any dirt and rust.
- Clamp the materials: Clamps or other equipment can keep parts together correctly for tack welding. Make sure the parts don’t move when they are welded.
- Determine where the tack welds are: In terms of materials and shape, you need to think about where they’ll be located and in what size.
- Set up the welding apparatus: Get out the welding equipment, such as a welder and gas. If necessary, add any required accessories (welding he 1 met or gloves).
- Tack weld: The application is suitable for spot, continuous or stitch tack welding. Tack welds must be applied at predetermined points along the joint. Also, care should be taken in making sure that everything is perfectly aligned and fit up.
- Inspect the tack welds: Once done, ensure they are firm and sound. Do any necessary changes or re-welding.
- Proceed with final welding: It is time to begin final welding only when the tack welds are in place, and all parts are properly aligned. Depending on the work and materials, it could be MIG, TIG, or other welding methods.
Tack welding must be carefully planned, prepared for, and done to ensure a strong, durable weld in the final product. An important step in welding, it can help to produce good-quality weld by making sure that results are accurate, efficient, and effective.
What Is The Importance Of a Tack Weld?
The main function of tack welding is to maintain the workpieces in place so they can be properly welded later. In addition, the tack welds join together the edges of workpieces to preserve this gap. Some sheet metal welding processes also use tack weld to prevent wedge distortion.
It serves as a preliminary project design, eliminating early faults. If the edges are tack welded incorrectly, the welder can remove the racks and restore the alignment properly. Tack welds stabilize the welding position and orientation, preventing issues like overturning or poorly attached work pieces. Tack welds improve the functionality of welding equipment. Tanks are sometimes utilized in place of fixtures.
Common Types of Tack Welding

There are several kinds of tack welding, each with unique pros and cons. So it is essential to know them and know which suits your project.
Spot Welding
This is a preliminary design of the project, eliminating early mistakes. If the edge welding is carried out incorrectly, the welder can stop it by removing the racks and putting them right. Tack welding fixes the weld position and orientation without problems such as overturning or poorly placed workpieces. Tacking welds make the equipment easier to use. Sometimes, tanks are used instead of fixtures.
The most common tack weld is spot welding, which involves joining two pieces of metal at a single point. It is easy to do, fast and requires no additional equipment. These are all advantageous aspects of spot welding. Because spot welding is weaker than other tack welds and more difficult to control, it’s the downside. Metals that are fragile or have low melting points fall under this category.
Ultrasonic Tack Welding
Ultrasonic tack welding can also be utilized on heat-sensitive metals such as aluminum. An additional benefit of ultrasonic tack welding is its speed. Welds constructed with this technology can be accomplished in a couple of seconds. This is far faster than traditional welding procedures, which might take minutes or even hours to finish. Ultrasonic tack welding is also a very clean procedure. No smoke or fumes are produced during the welding, and no shielding gas is required. This makes it an excellent choice for welding in limited places or applications where cleanliness is critical.
Bridge Tack Welding
Bridge tack welding involves connecting two pieces of metal with an electric arc. The procedure is identical to stick welding, except the electrode is set in place, and the workpieces are moved over it. This provides a more exact weld and removes the need for filler material.
Bridge tack welding is extensively employed in shipbuilding, construction, and other applications where massive metal plates must be connected. It can also be used to restore damaged metalwork.
Hot Tack Welding
All welding is quite hot. However, in this context, “hot” refers to the normal temperature of tacking. You can use a hot tack to fill gaps where the joint pieces should connect but are blocked by other factors.
Hot tacking occurs when an excessive amount of filler metal is used in the gap region, causing the weld to span the gap. Once you’ve applied enough weld to connect the two junction sections, knock the joint section into place with a hammer while the welding is still hot. Your join will be excellent after the weld cools. However, exercise extreme caution because molten metal can explode out of the joint!
Induction Tack Welding
Induction tack welding is a method of welding that creates a localized heat source using an induction current. This heat source is usually used to weld two pieces of metal together at the edges or corners. Induction tack welding is a simple, convenient way to join two pieces of metal which has many practical applications. Because it is ideal for welding steel beams and other large metal items, most often used in construction.
Induction tack welding is a safe and reliable technology which may be encountered in those applications especially involving safety. It is also an environmentally friendly welding technique; no harmful gases are released. If you want to weld metals fast and easy, then induction tack welding is the way.
Thermit Tack Welding
Thermit tack welding is a form of tack welding that produces heat by chemical reaction. This kind of welding is often used for jobs requiring high precision, such as joining two thin or delicate pieces of metal. Thermit tack welding begins with the preparation of a “thermit charge.” A thermit charge consists of metal oxide and aluminum powder.
These two compounds combine to create a chemical reaction that produces heat. The heat generated is then used to weld two pieces of metal together. Thermit tack welding is a very accurate kind of welding that can be used to join metals with differing thicknesses. It is also one of the fastest welding methods, making it an ideal choice for work that needs to be done in a hurry.
Whatever kind of tack welding you choose to use, practicing scrap metal before getting started is absolutely necessary. Hopefully, this gives you some idea of how it’s done and helps your selection. After a little practice, you’ll be able to handle Weld like an expert.
Advantages of Tack Welding

The speed is perhaps the greatest benefit of tack welding. Furthermore, tack welding is much faster than usual welding procedures in that each weld only needs to be small and localized. As a result, it is an ideal solution for high-volume manufacturing lines where speed is of the essence. In addition, tack welding requires less heat than other types of welding, so the danger of warping and distortion is reduced substantially. Tack welding is easier to control than other welding techniques like MIG or stick welding.
Tack welding, then, takes the burden off your mind. Each weld is precisely placed as it’s needed without worrying that you’ve overdone things or make a mistake that will require rework at a later point. Thus suited to tasks of precision and accuracy, such as drawing out complicated diagrams or repairing tricky machinery parts. Here is a quick summary of the advantages of talk welding:
- Tack welding generates the fewest fumes and smoke of any form of welding, so it’s safer both for the welder and anyone watching.
- Tack welding is a fast and easy way to join two pieces of metal together.
- Less heat is used in tack welding than with other forms of welding. Thus, it is possible to apply this type on thinner materials without destroying them.
- Tack welding can be used in places where other forms of welding cannot.
Compared with other welding techniques, tack welding is less likely to distort the metal.
Disadvantages of Tack Welding
However, there are also large disadvantages to tack welding. A serious drawback is low tensile strength. Since these welds are all so thin, they don’t have the structural integrity of other types of welding like MIG or stick weld which create thicker, more permanent bonds.
Furthermore, tack welds may not be acceptable for some materials due to their low heat threshold. If the material being joined has a greater melting point than what can be attained with a tack welder, another type of welder must be used instead.
Finally, while tack welders provide greater control over the final product than other types of welders, this benefit comes at the expense of increased complexity; because each weld must be placed individually and precisely, more skill and experience are required when compared to traditional forms of welding that allow for more general approaches to joining metals together.
Techniques for Producing High-Quality Tack Welds

Tack welding should be done in a way that does not interfere with the final welding. A faulty tack weld renders the weld crack sensitive and insufficiently strong to perform its function. Such welds in an assembly pose a risk to people and property since they can easily tear apart, tumble, or roll over when moved.
As a result, conducting quality tack welds is critical since it provides producers with a clear picture of the product’s appearance following final welding. It also removes the dangers of faulty tack welding. This is particularly true while tacking the boiler and pressure vessel. The following are some crucial tips for ensuring high-quality tack welds.
Test Metal Item
Ensuring the quality of this welding requires testing the metal component. This process aims to determine the proper order to lay the elements and the total amount of filler wire needed. To reduce waste, it is advisable to do this test on a scrap piece of metal.
Clean Metal Filler Wire
Contaminants may make welding difficult and hinder pieces from connecting correctly. Ensuring that the two metal parts are clean and devoid of impurities like oil, debris, and rust is advisable.
Utilize Tape to Secure Items
Using tape to hold down the parts throughout the welding process is preferable to prevent unwanted movement. This lessens the likelihood of alignment problems arising from the cooling-induced return of metal parts to their original shapes.
In addition, tape guarantees that the components stay perpendicular to one another, avoiding any problems brought on by imbalance.
Recognize the Region
You need to determine the area of the pieces where they would work best because these are temporary welds and aren’t meant to hold the entire piece together. Put another way, identify the locations on the pieces where a pair or three tacks would be sufficient to secure the item together.
Manage Distortion by Tacking
Determining the order and direction of the welds in advance is the best strategy to minimize deformation. For example, using a skip sequence or back step is advisable to begin welding at the middle of a long seam and work your way down the joint length in both directions alternately. This aids in preventing both stress accumulation and distortion.
Since shrinking could occur if you tack gradually from one end to the other, it is recommended to tack sequentially. One sheet may overlap the other due to this shrinkage or cause the gap at the other end to close.
Check for Durable Filler Wire
The type of filler wire you use depends on the type of welding. For example, utilizing the correct shielding gas is crucial when welding while using the Mig welder.
Maintain Equal Heat
Even heating on both sides of the weld helps guarantee the metal receives enough heat without melting or distorting. It is best to choose a timescale of one second.
Allow the Metal to Cool
Metal that is moved before it has finished cooling may break off. Thus, waiting for the weld to cool completely before moving the metal is best.
Get Your Custom Metal Parts With Zintilon
Tack welding benefits the manufacturing process, which is why many metal fabricators utilize it. However, what good is tack welding if done incorrectly? That can’t be good, right? This is why you require the services of a dependable and trustworthy firm that can get the job done right, and Zintilon is the greatest option available. Whether you require unique metal prototypes or components, our sheet metal fabrication services and several manufacturing services are available. If you have welding requirements, we use top-tier welding facilities and an inspection process to generate precise metal parts that exceed your expectations. What’s more? We have a short lead time and may decrease your manufacturing costs with competitive pricing and efficient shipping. So, get a quote today to get started!
Great, Together