对定制产品的需求不断增加,促使研究表明金属板材是一种多功能材料,可以转变成各种形状。 这种转变是通过使用简单的板材成型工艺(例如金属弯曲)将金属板材成型为各种生产目的所需的形状来完成的。 实现这一目标涉及多种技术,学习如何弯曲金属板需要基本的了解。
本文将探讨钣金折弯的重要性、它是如何完成的以及它在以下方面的作用: 钣金加工工艺。它还包括一些用于弯曲钢板的有用的弯曲技巧。
钣金弯曲是什么意思?
将金属板材弯曲或成型以制造具有特定几何形状的产品的过程称为金属弯曲。借助金属板折弯机,对工件施加力以改变其几何形状并产生所需的形状。执行钣金折弯程序并不像看起来那么容易;许多要求包括检查产品的材料、计算 k 系数、确定金属的形状等等。由于其延展性,这种金属在弯曲操作中特别独特。
各种机器为制造业进行弯曲工作。 为了完成相同的任务,一台机器可以采用多种弯曲技术。 相同的程序(将在本文后面更详细地介绍)适用于所有制造过程需要弯曲的产品。 让我们直接进入钣金弯曲过程。

如何弯曲金属板?
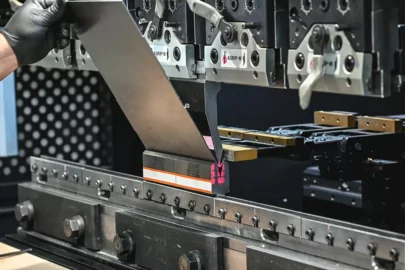
有多种机器可用于弯曲金属板材。 通常在小型机械车间中发现,最受欢迎的设备类型是折弯机。 它可以手动操作,也可以通过计算机数控(CNC)和液压系统操作。 两台机器的工作原理相同,但操作员的经验有所不同。 以下过程重点介绍 CNC 折弯机的操作方式:
- 确定设计参数
在使用钣金折弯机之前,请确定设计参数,例如所需的力、折弯线(施加力的位置)以及折弯顺序(如果有)。 还需要决定使用哪个模具来进行弯曲。
- 设置印刷机 弯刹
数控折弯机必须使用计算出的信息进行编程才能设置折弯机。只有这样,它才能确定正确的弯曲以及在金属中进行弯曲的顺序。必须紧固适当的工具和模具,以使压力机和制动器做好弯曲准备。
- 对齐零件
将模具和工具周围的金属对齐。 通过机器的操作,金属板将在折弯线处弯曲。
- 接合折弯机
按下释放按钮,应用第二步中输入 CNC 折弯机的力参数。 折弯机弯曲金属后,即可取出零件并为下一阶段的生产做好准备。
钣金折弯方法
以下是标准的钣金折弯方法:
旋拉弯
旋转拉伸弯曲的过程包括将金属板夹紧到旋转模具上,然后围绕模具拉伸金属以形成半径与所需弯曲半径相对应的形状。 该技术中经常使用内部支撑心轴,以防止弯曲的金属板起皱。
滚弯
使用辊弯技术可以将金属板材弯曲成卷、管、锥体或弯曲形状。 在这种特殊的金属板材成型工艺中,使用多组辊子将金属坯料送入并将金属坯料弯曲成所需的曲率。
金属板材可以使用辊弯成型为具有多种弯曲曲线的各种横截面型材。 它有利于生产宽度可达 20 英寸、厚度范围为 0.004 至 0.125 英寸的超长钣金部件。 例如,滚弯机可用于制造 快速原型 面板、轨道和架子等部件,通常用于建筑物的暖通空调、照明和屋顶应用。
触底
V 形弯曲的一种变体(称为“触底”或“底部弯曲”)也解决了回弹问题。 弯曲后,需要通过冲头施加额外的力,以使弯曲区域的金属板变形。
打底可以精确控制弯曲角度,就像空气弯曲一样。 然而,它需要比底部弯曲更大吨位的压力机。
气弯
与 V 形弯曲技术类似,空气弯曲也使用 V 形冲头和模具来弯曲金属板。 与传统的 V 型弯曲方法相比,空气弯曲技术中的冲头不会将板材压入型腔底部。 与传统的 V 形弯曲不同,它可以更好地控制弯曲角度,因为它在板材下方留有空间(或空气)。
例如,假设您的冲头和凹模成 90° 角。 使用空气弯曲方法可以实现九十到八十一度的弯曲角度。 由于它经历的回弹较少(该术语描述了弯曲的钣金零件在施加弯曲力之前部分恢复到其几何形状),因此该方法还保证了更准确的结果。 不规则的弯曲是由回弹引起的,这是不可取的。
擦拭弯曲
擦拭弯曲技术使用压力垫将金属板固定在擦拭模具上。 然后,冲头迫使突出超过模具和压力垫的片材边缘在模具的端部上弯曲。
使用此方法时,您可以用较小的力创建所需的弯曲(和弯曲角度),因为它具有良好的机械优势。 尽管如此,可能有更好的选择来制造尖锐的弯曲角度,因为这需要更复杂的机械来施加水平力。
V弯
最流行的金属板材弯曲技术是 V 型弯曲。 V 形弯曲方法,顾名思义,使用冲头和 V 形模具将金属弯曲成所需的角度。 V形冲头将金属板材工件压入模具的“V形”凹槽中,形成具有各种弯曲角度的金属板材。 例如,根据 V 形凸模和凹模角度,您可以实现锐角、钝角或 90° 弯曲角度。
弯曲金属板需要什么设备?
如果您在弯曲金属板材时想要获得精确且出色的结果,则必须使用专用工具。折弯金属板材的三种常见必备工具是液压折弯机、手动折弯机和剪板机。
金属折弯机或液压数控折弯机
液压折弯机是一种更复杂的钣金折弯工具。 该机器具有液压系统,可以弯曲更厚和更大的板材。 它还具有数字控制系统,可以自动编程和执行不同的弯曲。 它是生产大型钣金零件的大型制造公司的理想选择。

手动折页机
金属板通常使用手动弯曲(或折叠)机弯曲。 工具的尺寸根据板材的厚度而变化,通常用于直接弯曲。 小型机械加工企业和车间经常选择它,因为它的使用和运输也相当简单。
剪
使用剪刀将金属板分成碎片。 它们的功能包括在弯曲金属板之前从其上切割出精确的几何形状; 它们可以是手动的或电动的。
钣金折弯有哪几种技巧?
多种工具意味着多种金属弯曲技术。 要为您的公司选择最佳方法,您必须首先了解各种方法之间的差异。
激光弯曲
激光弯曲是一种相对较新的方法,可利用激光束的精度实现出色的弯曲。 激光折弯机结合了折弯机和激光切割的优点。
首先,使用激光将金属板切割成适当的尺寸和形状。 接下来,继续使用激光加热板材的弯曲区域,使金属更柔韧,从而更容易弯曲。 传统的折弯机用于在加热后弯曲板材。
能够快速、精确地弯曲极厚的板材只是这种弯曲技术的众多优点之一。 此外,它还可以创建具有极其锐角的弯曲,而不会存在板材破裂或变形的风险。
折弯机
折弯机对于生产涉及钣金加工的结构至关重要。 通过在模具上将金属板冲压成所需的形状来弯曲金属板。 您可以使用该机器弯曲厚度达 20 毫米的板材。 折弯机有机械式和液压式两种。
您可以使用折弯机创建 U 形或 V 形折弯。 当金属完全冲压成模具形状时,就会形成 V 形 V 形弯曲。 这种弯曲仅限于厚度不超过2毫米的板材。
折弯机还可以执行空气弯曲,其中冲头仅将板材压至所需的角度,而不是完全压入模具中。 折弯机是一种多功能工具,可以通过多种方式弯曲各种厚度的板材。 立即联系金属弯曲专家,了解有关其功能的更多信息。

手动折叠
如果没有折弯机,您可以手动弯曲金属板。 首先,您必须根据所使用的金属类型确定板材的弯曲公差。 之后,使用记号笔在板材上标出折弯线并将其切割成适当的尺寸。 将板牢固地放在虎钳内,并用木块作为形状的引导。
接下来,用锤子轻轻敲击木块,直到金属改变形状。 较厚的纸张可能会破裂,因此仅建议对于宽度不超过 2 毫米的纸张使用此方法。
虽然手动弯曲可能既快速又容易,但手动弯曲无法与弯曲机提供的精度和质量相媲美。 建议使用折弯机进行较厚的板材或更复杂的折弯,以防止折断板材。
哪些材料最适合弯曲金属板材?
弯曲机不能弯曲弹塑性材料。 如果尝试,它也可能会损坏您的机器。 在制造过程中选择用于钣金折弯的材料时,必须特别小心。 让我们来看看一些最适合钣金弯曲和成型的材料。
- 铜
最强的防腐材料也是最便宜的。 铜 用于生产高精度钣金折弯。铜是一种久经考验的材料,广泛应用于许多金属弯曲行业的各种应用。

- 不锈钢
当最终产品需要坚固性和更高的金属强度时, 不锈钢 我首先想到的是材料。为了使产品成型,不锈钢还需要使用大功率钣金折弯机。
- 钛
钛是一种耐腐蚀、高强度的材料,非常适合金属板材弯曲技术。 如果您的产品是医疗或运动设备,钛应该是您列表中最优选的材料。
- 铝板
铝板 常见于轻量级应用中。弯曲铝材料需要特别小心,以避免角落塌陷或破裂。
- 碳素钢
碳钢是用于钣金制造的最通用且耐用的材料之一。 由于这种材料是可回收的,因此也有助于减少碳足迹。
这些是一些最好的钣金弯曲材料。 在上述材料中,碳钢的应用最为广泛。 许多其他金属也可用于弯曲过程。 但是,在最终确定材料之前,请务必进行彻底的研究。
弯曲金属板材的重要技巧

为了确保您的金属折弯顺利进行,我们提供了一些在您的钣金折弯技术中需要考虑的提示:
避免弯曲到尖锐的内角
当内角急剧弯曲时,内应力会增加。 即使金属具有延展性和延展性,也容易破裂。 如果考虑弯曲工具的半径,这个问题可以显着减少。 在弯曲线之间来回工作,逐渐将金属板弯曲到所需的角度。
请注意内部弯曲半径,该半径必须等于成形金属板的厚度。 例如,如果弯曲 3 毫米厚的金属板,则内部弯曲半径也应为 3 毫米。 折弯角度也是如此,不得大于金属板的整体厚度。
使用热量进行粗/重弯曲
有些金属在受力弯曲时容易断裂或破裂。 此类金属需要热量而不是力来实现金属板材所需的弯曲。 关于热弯曲,使用两个技术术语:热成型和退火。 退火可以软化金属,使其更具延展性。 热弯只是将金属加热至变红,然后用力使其弯曲。 这些技术显着降低了金属破裂和开裂的可能性。
使用弯曲余量
弯曲余量是金属的一种特性,决定了其弯曲的难易程度。 我们建议您执行折弯余量计算,以确定进行特定角度和半径折弯所需的板材长度。 在制造过程中考虑弯曲余量和弯曲力将帮助您获得更整洁的产品结果。 它还将帮助您生成精确的扁平化制造模型。
弯曲钣金的应用
在金属加工行业中,最重要的工艺之一是钣金折弯。 例如,由于汽车制造商尝试各种形式来寻找补充其设计的理想汽车部件,因此这一阶段至关重要。 大型发动机零件可以在工业水平上使用该工艺生产。
然而,它也可以制造小零件来更换磨损的发动机部件。 所有钣金折弯方法均考虑标准程序,以确保整个生产过程的精度,即使涉及众多工序。

结语
为了防止制造过程中出现故障,必须遵守钣金折弯规则并熟练掌握多种功能。 如果采取适当的步骤,事情可能会变得可控。 联系Zintilon 钣金加工 寻找所有钣金弯曲问题的解决方案。
常见问题
激光切割如何提高钣金折弯的精度和效率?
由于激光切割准备折弯钣金所需的时间较少,因此提高了钣金折弯的效率。严格的边缘公差是激光切割的另一个好处。如果使用冲压金属制动折弯机,则可以将这些边缘用作数据。弯曲位置的精确度会随着切割边缘精度的降低而降低。
什么是钣金弯曲余量?
制造中的术语“弯曲余量”描述了分配给金属板材拉伸和弯曲的空间。 当金属板从其原始平面形状弯曲时,其物理尺寸会发生变化。 当用力弯曲时,材料会在内部和外部压缩和拉伸。
弯曲处的压缩力和拉伸力导致这种变形。 这会修改钣金的总长度。 然而,外部受拉表面和内部压缩表面之间的距离仍然通过测量弯曲的厚度来确定。 一条被称为“中性轴”的线可以作为这一点的指示器。
太棒了,在一起