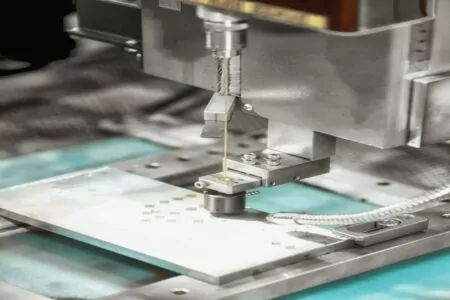
EDM Työstöpalvelut
- ISO 9001:2015, ISO14001:2015 ja ISO 13485: 2016 sertifioitu
- Toimitusaika 3 päivän sisällä
- Toleranssi alas ±0.0004 tuumaan (0.01 mm)

Erilaisia EDM-ominaisuuksia



EDM-työstömateriaalit

Korkea työstettävyys ja sitkeys. Alumiiniseoksilla on hyvä lujuus-painosuhde, korkea lämmön- ja sähkönjohtavuus, alhainen tiheys ja luonnollinen korroosionkestävyys.

Sinkki on huoneenlämmössä hieman hauras metalli, ja sen ulkonäkö on kiiltävä-harmahtava, kun hapettuminen poistetaan.

Rauta on teollisuudessa korvaamaton metalli. Rautaan on seostettu pieni määrä hiiliterästä, joka ei ole helposti demagnetoitunut magnetoinnin jälkeen ja on erinomainen kova magneettinen materiaali sekä tärkeä teollinen materiaali, ja sitä käytetään myös keinotekoisen magnetismin pääraaka-aineena.

Titaani on edistyksellinen materiaali, jolla on erinomainen korroosionkestävyys, bioyhteensopivuus ja lujuus-paino-ominaisuudet. Tämä ainutlaatuinen ominaisuusvalikoima tekee siitä ihanteellisen valinnan moniin lääketieteen, energian, kemian prosessin ja ilmailuteollisuuden kohtaamiin teknisiin haasteisiin.

Teräs on vahva, monipuolinen ja kestävä raudan ja hiilen seos. Teräs on vahvaa ja kestävää. Korkea vetolujuus, korroosionkestävyys lämmön- ja tulenkestävyys, helposti muovattava ja muotoiltu. Sen sovellukset vaihtelevat rakennusmateriaaleista ja rakennekomponenteista auto- ja ilmailukomponentteihin.

Ruostumattomilla terässeoksilla on korkea lujuus, sitkeys, kulutus- ja korroosionkestävyys. Ne voidaan helposti hitsata, koneistaa ja kiillottaa. Ruostumattoman teräksen kovuus ja hinta ovat korkeammat kuin alumiiniseoksen.

Erittäin kestävä meriveden korroosiota vastaan. Materiaalin mekaaniset ominaisuudet ovat huonommat kuin monet muut työstettävät metallit, joten se on paras CNC-työstyksellä valmistetuille vähäjännityskomponenteille.

Messinki on mekaanisesti vahvempaa ja vähäkitkaisten metallien ominaisuudet tekevät CNC-työstömessingistä ihanteellisen mekaanisiin sovelluksiin, jotka vaativat myös korroosionkestävyyttä, kuten meriteollisuudessa.

Harvoilla metalleilla on CNC-jyrsintämateriaalien sähkönjohtavuus kuin kuparilla. Materiaalin korkea korroosionkestävyys auttaa estämään ruostetta, ja sen lämmönjohtavuusominaisuudet helpottavat CNC-koneistuksen muotoilua.
EDM-koneistuksen viimeistely








Miksi valita meidät EDM-palveluun

1-1-lainausanalyysi
Lataa vain 2D-piirustuksesi tai 3D-mallisi ja saat tarjouspalautteen 24 tunnin kuluessa. Erikoistuneet insinöörimme analysoivat suunnittelusi väärinkäsitysten välttämiseksi, kommunikoivat kanssasi ja tarjoavat edullisen hinnan.

Laadukkaat tuotantoosat
Vastuullinen ja tiukka asenne materiaaleja, työstötekniikkaa, pintakäsittelyä ja CMM-testausta kohtaan takaa tasaisen laadun prototyyppien valmistuksesta tuotantoosiin. Emme vaivaudu tarkistamaan osien laatua ennen toimitusta.

Nopea toimitusaika
Edistyksellisten EDM-koneiden ja ammattimaisten lainaajien käyttöönotto varmistavat nopean toimitusajan. Asetamme tilauksen järjestyksen prioriteetin vaatimusten ja tilauksen monimutkaisuuden mukaan.

Välitön viestintä
Etujesi vuoksi jokaisella asiakkaalla on tekninen tuki, joka voi ottaa meihin yhteyttä tarjouksesta toimitukseen. Saat nopeasti palautetta kaikista kysymyksistä, kunnes varmistetaan, että olet saanut tyytyväiset osat.
Räätälöidyt EDM-palvelumme erilaisiin teollisiin sovelluksiin








EDM:n UKK
että EDM-koneistus

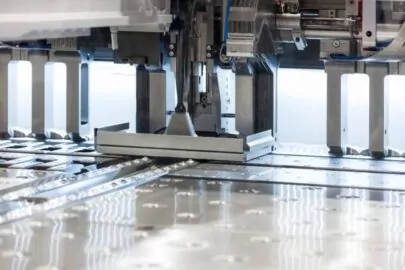
Tarkkuus EDM-työstö

Prototyypit
- Kehittynyt tekniikka: CNC, CMM-tarkastus, huippuinsinöörit jne.
- Nopea vastaus: täydellinen tuki ongelman ratkaisemiseksi.
- Räätälöity palvelu: räätälöi tarkkuustyöstöratkaisuja

Tuotanto
- Kohtuullinen suunnittelu: tarkka resurssien allokointi nopean kiertoajan varmistamiseksi.
- Koneistus SOP: kehittynyt tekniikka ja tiukat laadunvalvontaprosessit.
- Joustava tuotanto: nopeasta prototyyppien valmistuksesta (1-20 kpl) vähäiseen tuotantoon (20-1000 kpl).
Uusimmat blogiviestit

Kuinka valita oikea suulake metallilevyn leimaamiseen?
