Metalowa blacha benching
- Różnorodne techniki ławkowe
- Dostawa dni 3-7
- Minimalne zamówienie: 1 sztuka

Niezawodna usługa benchingu


Materiały do ławek

Wysoka obrabialność i ciągliwość. Stopy aluminium mają dobry stosunek wytrzymałości do masy, wysoką przewodność cieplną i elektryczną, niską gęstość i naturalną odporność na korozję.

Żelazo jest niezbędnym metalem w sektorze przemysłowym. Żelazo jest stopowane z niewielką ilością węgla – stali, która nie jest łatwo rozmagnesowywana po namagnesowaniu i jest doskonałym twardym materiałem magnetycznym, a także ważnym materiałem przemysłowym, a także jest używane jako główny surowiec do sztucznego magnetyzmu.

Stal to mocny, wszechstronny i trwały stop żelaza i węgla. Stal jest mocna i trwała. Wysoka wytrzymałość na rozciąganie, odporność na korozję, ciepło i ogień, łatwa do formowania i formowania. Jej zastosowania obejmują materiały budowlane i elementy konstrukcyjne, a także elementy samochodowe i lotnicze.

Stopy stali nierdzewnej mają wysoką wytrzymałość, ciągliwość, odporność na zużycie i korozję. Można je łatwo spawać, obrabiać maszynowo i polerować. Twardość i koszt stali nierdzewnej są wyższe niż stopu aluminium.

Wysoka odporność na korozję w wodzie morskiej. Właściwości mechaniczne materiału są gorsze od wielu innych metali obrabialnych, co czyni go najlepszym materiałem do komponentów o niskim naprężeniu wytwarzanych metodą obróbki CNC.

Mosiądz jest bardziej wytrzymały mechanicznie, a dzięki właściwościom metalu o niskim współczynniku tarcia obrabiany CNC mosiądz idealnie nadaje się do zastosowań mechanicznych, w których wymagana jest także odporność na korozję, np. w przemyśle morskim.

Niewiele metali ma przewodnictwo elektryczne, jakie ma miedź, jeśli chodzi o materiały do frezowania CNC. Wysoka odporność na korozję materiału pomaga zapobiegać rdzewieniu, a jego właściwości przewodnictwa cieplnego ułatwiają kształtowanie metodą obróbki CNC.
Wykończenie powierzchni ławek








Dlaczego warto wybrać naszą firmę do usług benchingowych

Analiza ofert 1 do 1
Wystarczy przesłać rysunki 2D lub modele 3D, a otrzymasz wycenę w ciągu 24 godzin. Nasi wyspecjalizowani inżynierowie przeanalizują Twój projekt, aby uniknąć nieporozumień, skontaktują się z Tobą i zaproponują przystępną cenę.

Części produkcyjne wysokiej jakości
Odpowiedzialne i rygorystyczne podejście do materiałów, techniki wytwarzania, wykończenia powierzchni i testowania CMM gwarantuje stałą jakość od prototypu do części produkcyjnych. Nie będziemy zawracać sobie głowy sprawdzaniem jakości części przed dostawą.

Szybki czas realizacji
Wprowadzenie zaawansowanego sprzętu do obróbki blach, takiego jak gwintownica, nitownica i profesjonalni wyceniacze, zapewnia szybki czas realizacji. Priorytetowo traktujemy organizację zamówienia zgodnie z wymaganiami i złożonością zamówienia.

Natychmiastowa komunikacja
Dla dobra Twoich korzyści, każdy klient będzie miał wsparcie techniczne, aby skontaktować się z nami od wyceny do dostawy. Otrzymasz natychmiastową odpowiedź na każde pytanie, aż do potwierdzenia, że otrzymałeś satysfakcjonujące części.
Tolerancje i standardy ławkowe
Normy
Tolerancja geometryczna
Tolerancja liniowa
Zastosowania usług stolarki metalowej








Najczęściej zadawane pytania dotyczące ławek metalowych
do Nitowanie

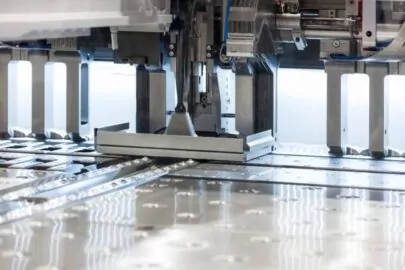
Precyzyjna produkcja blachy

Prototypowanie
- Zaawansowana technologia: blacha, kontrola CMM, wybitni inżynierowie itp.
- Szybka reakcja: pełne wsparcie mające na celu rozwiązanie problemu.
- Usługa dostosowana do potrzeb klienta: dostosowane rozwiązania precyzyjnej produkcji

Produkcja
- Rozsądne planowanie: precyzyjna alokacja zasobów w celu zapewnienia krótkiego czasu cyklu.
- Standardowa procedura operacyjna (SOP): zaawansowana technologia i rygorystyczne procesy kontroli jakości.
- Elastyczna produkcja: od szybkiego prototypowania (1-20 sztuk) do produkcji małoseryjnej (20-1000 sztuk).
Ostatnie posty blogu

Jak zapobiegać częstym wadom tłoczenia blach?
Jak wybrać odpowiednią matrycę do tłoczenia blach?
